
High-frequency welded pipe production in the operation of the welding quality affect the heat input? Because one of the main parameters of welding process, the welding current (or welding temperature) is difficult to measure, so to replace with heat input, output power and heat input available oscillator to said: N = Ep Ip type of N - power output, kW; Ep - screen press, kV; Ip - screen flow, A [1].
When the oscillator, sensors and impedance device is determined, oscillation tube tank circuit, the output transformer, the efficiency of the sensor is determined, the input power changes with the change of the heat input is roughly proportional to the. When insufficient heat input, heated edge short of welding temperature, still keep solid organization and welding, formation cold drawn tubes of weld cracks; When large heat input, heated edge over soldering temperature are prone to overheating, or even burnt, after stress cracking; When the heat input is too large, the welding temperature is too high, make the weld breakdown, caused by molten metal splash, forming holes. Fusion welding temperature is in commonly 1350 ~ 1400 ℃ advisable.
Is one of the main parameters of welding process, welding pressure after two edges of billet heating to welding temperature, under the effect of extrusion forming of metal grain together is mutual crystal produced by welding. The size of the welding stress affect the weld strength and toughness. If the welding pressure is small, the metal welding edge is not fully pressing, the residue of non-metallic inclusions in weld and metal oxide because of low pressure discharge not easily, the decrease of strength of weld, cracking easily after stress; Stress, most of the metal welding temperature is reached by extrusion, not only reduce the weld strength, and produce both inside and outside burr is beam impact tubes too large, or lap weld defects. So should according to different specifications in practice, get the optimal welding stress in the corresponding. According to the experience of the practice unit welding pressure generally is 20 ~ 40 mpa. Possible tolerance due to pipe blank width and thickness, and the welding speed and welding temperature fluctuations, is likely to be involved in the change of welding extrusion. Welding extrusion amount generally controlled by adjusting the distance between the squeezing roller, you can also use before and after the extrusion roll tube cone weeks sent to control.
Welding speed is one of the main parameters of welding technology, it has to do with heating system, weld deformation rate and crystallization rate related to each other. In the high frequency welded pipe, welding quality along with the speed up of welding speed. This is because the heat time shorten the edge heating zone width narrowing, shorten the time of the formation of metal oxide, if fall, welding speed, heating zone not only widened, and the fusion zone width changes over the heat input, form inside burr is bigger. When welding side impact beams at low speed, less heat input welding difficulties, if the defect in the easy generation does not conform to the specified value. So in the high frequency welded pipe, should be in units of machinery and equipment and welding equipment under the allowed maximum speed, according to different specifications varieties to choose the appropriate welding speed.


منشورات شائعة
-
 Brasiliens sejrsrække på 14 kampe hjemme i verdenskvalifikationen, 61 kampe ubesejret
Brasiliens sejrsrække på 14 kampe hjemme i verdenskvalifikationen, 61 kampe ubesejret
-
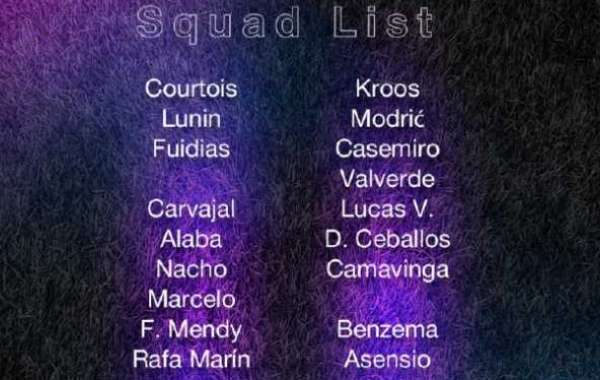 Real Madrid offentliggør Champions League-truppen
Real Madrid offentliggør Champions League-truppen
-
 Bayern München værdsætter kvaliteten af hver modstander
Bayern München værdsætter kvaliteten af hver modstander
-
 Spezza går på pension fra nhl, slutter sig til front office af Toronto Maple Leafs
Spezza går på pension fra nhl, slutter sig til front office af Toronto Maple Leafs
-
 WR Cooper Coup forlænger treårig aftale for 80 millioner dollars
WR Cooper Coup forlænger treårig aftale for 80 millioner dollars