
Before opening corner is squeezing roller tube billet on the edge of the two Angle, the size of the opening corner is related to the stability of the flashing process, had a great influence on welding quality. Reduced opening corner, the distance between the edge is reduced, so that the proximity effect, in other conditions under the condition of same can increase the edge of the heating temperature, thus improve the welding speed. Opening corner if hours, will make the rendezvous point to the center line of the squeezing roller side impact door beams distance is lengthened, leading to the edge is not under the highest temperature is extruded, thus reduce the welding quality, increase power consumption. Practical experience shows that mobile guide roller to adjust the vertical position opening corner size, usually change between 2 ~ 6 °. In the case of a vertical guide roller can't adjust, can use the thickness of the guide ring or pressure sealing groove to adjust the size of the opening corner.
The placement of sensor placement position sensor location (the distance from the center line of the squeezing roller) had a great influence on welding quality. Located away from the center line of the squeezing roller, the effective heating time is long, wide heat affected zone, reduce weld strength; Vice edge heating is not enough, also lower the weld strength. Sensors should be managed beam impact tubes with concentric placed, its front end and the squeezing roller center distance is equal to or less than about diameter (small tube is 1.5 times the pipe diameter) for the best. Impedance (magnet) placement position not only has a great influence on the welding speed, but also has effect on the welding quality. Practice has proved that the impedance device front position is just at the center line of the squeezing roller, flaring strength and flattening strength is best.
When more than the center line of the squeezing roller to sizing mill side, flaring strength and pressure strength decreased obviously. Less than the center line and at the side of the machine, also lower the welding strength. Best place to put inside sensor below the tube billet impedance device, its head and the center line of the squeezing roller overlap or adjusted to molding 20 ~ 40 mm, can impact beam tubes increase the impedance tube back, reduce the circulating current losses, improve the welding voltage. In a single-turn inductor, hang a small impedance around sensors on each side, increase the weld magnetic field already so, also make the tube billet edges proximity effect strengthening, welding speed can increase 4 ~ 5 m per minute.



Popular Posts
-
 Brasiliens sejrsrække på 14 kampe hjemme i verdenskvalifikationen, 61 kampe ubesejret
Brasiliens sejrsrække på 14 kampe hjemme i verdenskvalifikationen, 61 kampe ubesejret
-
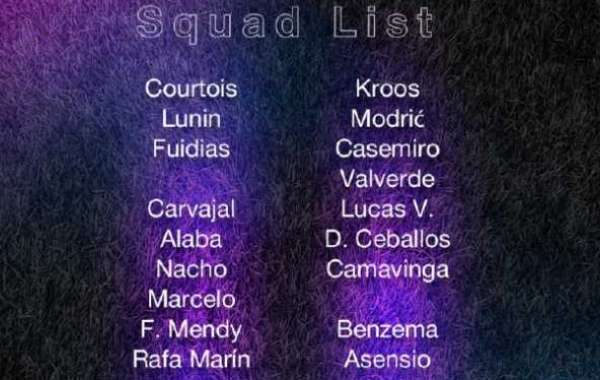 Real Madrid offentliggør Champions League-truppen
Real Madrid offentliggør Champions League-truppen
-
 Bayern München værdsætter kvaliteten af hver modstander
Bayern München værdsætter kvaliteten af hver modstander
-
 Spezza går på pension fra nhl, slutter sig til front office af Toronto Maple Leafs
Spezza går på pension fra nhl, slutter sig til front office af Toronto Maple Leafs
-
 WR Cooper Coup forlænger treårig aftale for 80 millioner dollars
WR Cooper Coup forlænger treårig aftale for 80 millioner dollars